Wednesday, July 9, 2008
Subscribe FREE - Plant Services
 Natural gas dehydration can be performed by absorption in triethylene glycol (TEG) and adsorption in Molecular Sieve (MS). Commonly dehydration by TEG is approximate down to 6-8 lb H2O / MMSCF gas. This is a pretty good level to avoid hydrate formation and corrosion issue in the long transfer pipeline. However, dehydration by MS can bring the water content down to ppm level (nearly nil). This is required when the natural gas is sent to NGL extraction and Liquefaction using cryogenic technology.
Natural gas dehydration can be performed by absorption in triethylene glycol (TEG) and adsorption in Molecular Sieve (MS). Commonly dehydration by TEG is approximate down to 6-8 lb H2O / MMSCF gas. This is a pretty good level to avoid hydrate formation and corrosion issue in the long transfer pipeline. However, dehydration by MS can bring the water content down to ppm level (nearly nil). This is required when the natural gas is sent to NGL extraction and Liquefaction using cryogenic technology.Natural gas dehydration is performed by absorption in triethylene glycol (TEG), TEG regeneration by traditional distillation can achieves about 1 weight % water in regenerated glycol. Use of stripping gas with or without an extra column, Coldfinger, Drizo and the Read Cycle are processes that achieve less than 1 % water in regenerated glycol.
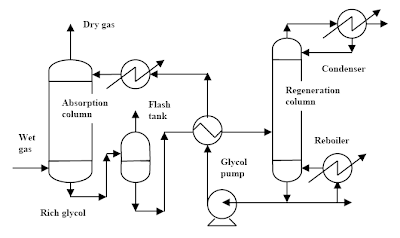
 Simulation of TEG absorption and regeneration can be difficult due to special details and convergence remain a problem in regeneration calculation. Nevertheless, in the following article "PROCESS SIMULATION OF GLYCOL REGENERATION", models for all the glycol regeneration processes have been developed in the process simulation program HYSYS with the Peng Robinson equation of state. The models can also be implemented in other process simulation programs and with other vapour/liquid equilibrium models. Parameters in the models have been adjusted to simulate actual regeneration plant performance. The models have also been used to evaluate alternative regeneration processes.
Simulation of TEG absorption and regeneration can be difficult due to special details and convergence remain a problem in regeneration calculation. Nevertheless, in the following article "PROCESS SIMULATION OF GLYCOL REGENERATION", models for all the glycol regeneration processes have been developed in the process simulation program HYSYS with the Peng Robinson equation of state. The models can also be implemented in other process simulation programs and with other vapour/liquid equilibrium models. Parameters in the models have been adjusted to simulate actual regeneration plant performance. The models have also been used to evaluate alternative regeneration processes.To tackle convergence problem, the following tips are presented :
- absorption column converges easily if the feed streams (natural gas in feed and recycled glycol) are specified
- number of theoretical stages is limited (2 or 3 is typical) for quick convergence
- stop the iteration after two cycles and accept the negligible difference in glycol flow OR calculate the glycol loss and add this to the recycled glycol stream
Click to download PROCESS SIMULATION OF GLYCOL REGENERATION
Related Topic
- Open HYSYS File in Older Version of HYSYS
- Transfer ALL Streams or Unit Operations Properties From Hysys File to Another Hysys File
- Transfer SINGLE Stream or Unit Operation Properties From Hysys File to Another Hysys File
- A Great Material In Traininig Young Engineer in HYSYS
- Useful Documentation for HYSYS ...
- Properly Simulate a Separator with Demister in HYSYS
Labels: HYSYS, Process simulation
posted by Webworm, 8:58 PM



0 Comments:
Post a Comment
Let us know your opinion !!! You can use some HTML tags, such as <b>, <i>, <a>
Subscribe to Post Comments [Atom]
Home:
<< Home