Thursday, October 25, 2007
High pressure and moderate/low temperature operation are common in oil and gas industry. High pressure system with large vessels will lead to large inventory and it significantly increases hazardous level to personnel and assets. Thus, API Std 521 has stated clearly and requested plant emergency response system to depressurize the system from it maximum operating pressure to 50% of it design pressure or 6.9 barg, whichever is lower within 15 minutes. The intention is to evacuate the inventory within an acceptable time limit to minimize risk of secondary hazard to personnel / assets and provides sufficient time for personnel evacuation.
Depressurization study is one of the mandatory studies in oil and gas for long time. Thus process simulator common used in oil & gas such as HYSYS, PRO-VISION, etc have built-in depressuring module which specifically sued for depressurization study. HYSYS has been in the market for more than 15 years and it is well accepted by many users as it commonly known with its “real time” information and user friendly interface. One of section within the depressuring unit where user needs to provide information is the depressuring valve parameter page. The valve parameter page is basically to define the characteristic and vapor flow equation of depressuring device. Users are free to choose those seven (6) vapor flow equations (built-in), There are :
Depressurization study is one of the mandatory studies in oil and gas for long time. Thus process simulator common used in oil & gas such as HYSYS, PRO-VISION, etc have built-in depressuring module which specifically sued for depressurization study. HYSYS has been in the market for more than 15 years and it is well accepted by many users as it commonly known with its “real time” information and user friendly interface. One of section within the depressuring unit where user needs to provide information is the depressuring valve parameter page. The valve parameter page is basically to define the characteristic and vapor flow equation of depressuring device. Users are free to choose those seven (6) vapor flow equations (built-in), There are :
- Fisher
- Masoneilan
- Relief valve
- Supersonic
- Subsonic
- General
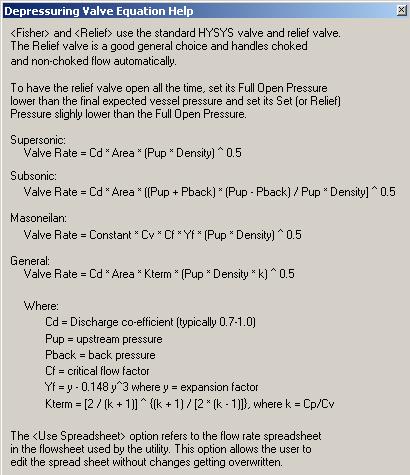
HYSYS default is [Fisher]. User may view the equations used for each of them by clicking the “Valve Equation Help…” button. See following image.
Out of 6 vapor flow equations, which equation shall be chosen and applied ?
HYSYS recommends to used [Fisher] and [Relief] as these equations are more advanced than other valve equation. No doubt these equations are established and well accepted by many users. How shall these equations be applied in different kind of systems ?
In my point of view, [Fisher] and equations will be used when controlled depressuring system. Common controlled depressuring application are depressuring of compressor and Mole-Sieve bed. It is very common the manufacturer of this equipment impose maximum pressure drop-rate (kPa/min) to protect their equipment. User may needs to selected a good control valves to limit the maximum pressure drop-rate whilst meeting maximum depressuring time limit of 15 minutes.
For non-controlled depressuring system, other equations such as may be used. equation is recommended by HYSYS and can be used by setting the set pressure lower the FULL OPEN pressure (REMEMBER : Both setting shall be lower than the maximum expected pressure. Otherwise the valve will not “open”). I guess the main issue here is to provide the discharge coefficient (Kd) for orifice. Personally there may be some document out there which has recommended what type of Kd factor to be used. If any of user aware of it, please share in the comments column.
equation basically is a derivation from the equation by considering Kterm and k equal as unity. This equation may be used in non-controlled depressuring system and it is for critical flow condition where backpressure is lower than system pressure. User may use this equation if the fluid characteristic is not well defined. User shall take note that there is a possibility where initial depressurization will be in critical flow condition and towards the end, backpressure may be exceeded the critical pressure. This will result some level of inaccuracy. This is very unlikely event and generally it is ignored.
equation is an equation which common used in non-controlled depressuring system and to handle subcritical flow system (backpressure higher than system pressure). This is the only equation built into HYSYS which can handle subcritical condition (as far as I aware but I guess and may be capable). HYSYS has not documented this. Thus it is not recommended to use.
[General] equation is a well accepted equation which has been extracted from PERRY’s Chemical Engineering Handbook. The only parameters user required to input are the orifice Discharge Coefficient (Cd) and Orifice area (A). As in most of the case, a square-edged restriction orifice is applied for depressuring, (downstream of Blowdown valve, BDV), the discharge coefficient (Cd) is well defined in . See following image.
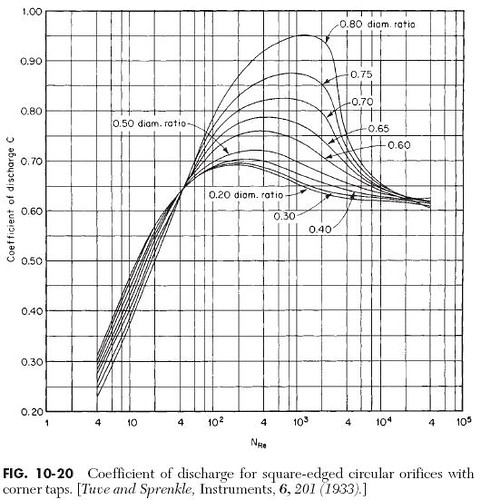
Generally the Reynolds number at the orifice throat is higher than 10,000, thus the Discharge coefficient is in the range of 0.6 to 0.65. Beware that HYSYS has recommended the used of 0.7 to 1.0. This may be true when the Reynolds number is in the range of 100 to 10,000. User shall always check at the end of study. Personally I would recommend to us 0.6 and reconfirm with Reynolds Number check by end of run. One shall remember this equation is applicable to Critical flow condition only. As in most cases, plant emergency depressuring will be critical flow, i am recommending to use this equation when you are dealing with non-controlled depressuring.
You comments and advices are welcome.
HYSYS recommends to used [Fisher]
In my point of view,
For non-controlled depressuring system, other equations such as
Generally the Reynolds number at the orifice throat is higher than 10,000, thus the Discharge coefficient is in the range of 0.6 to 0.65. Beware that HYSYS has recommended the used of 0.7 to 1.0. This may be true when the Reynolds number is in the range of 100 to 10,000. User shall always check at the end of study. Personally I would recommend to us 0.6 and reconfirm with Reynolds Number check by end of run. One shall remember this
You comments and advices are welcome.
Further Reading :
Labels: Depressurization, Emergency Shutdown, HYSYS
posted by Webworm, 7:29 PM



2 Comments:
Thank you very much for this summary. I wonder if it is possible to compare the HYSYS procedures versus PROII procedures and results. What are the main advantages/disadvantages in the use of these softwares?
I am trying to reproduce some calculation I've done by using PROII depressurring option againts HYSYS same utility but the results are very disimilar. Probably it is necessary to take particular assumptions for each software. An example: to calculate the mimimum temperature in depressuring process: what would be the correct assumptions in each model?
Thank you
Thanks for your comments. Note captured for the proposal in comparison of HYSYS & Pro-II.
Post a Comment
Let us know your opinion !!! You can use some HTML tags, such as <b>, <i>, <a>
Subscribe to Post Comments [Atom]
Home:
<< Home