Saturday, January 23, 2010
Recommended :
Cavitation damage and fatigue due to acoustically induced vibration have discussed several times in previous posts such "cavitation" and "AIV". Control valve is known as one the common element / component in a plant potential source of cavitation and AIV related problems. Many efforts in combating both issues were proposed.
Typical solution is anti-cavitation trim e.g. staged trim, multi-flow path trim, labyrinth-disk type trim, etc.
i) Staged trim low noise
Staged trim low noise trim is adopted multi-stage pressure letdown similar to multi-stage RO.

ii) Multiple flow path type low noise trim
Multiple flow path low noise trim is one of the very effective noise (Sound Pwer Level) attenuator. It possibly reduce the noise level up to 40 dB. Image below shows a Multiple flow path low noise trim installed in a control valve.


Read more in "Fisher® WhisperFlo® Aerodynamic Noise Attenuation Trim".
iii) Labyrinth-disk type low noise trim
Another type of low noise trim is the Labyrinth-disk type low noise trim. It works approximate the same way as Multiple flow path type low noise trim.
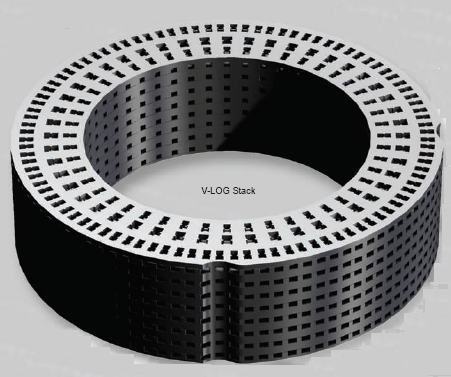
Above trims design is commonly based on general principle in cavitation prevention which is ensure the operating pressure along the flow path in valve trim above fluid vapor pressure. See below image.

Below are some old useful articles related cavitation and multi-stage disc trim available for download. The post part of the continuation post from "Useful Documents Related to Control Valve"
 Fluid kinetic energy as a selection criteria for control valve
Fluid kinetic energy as a selection criteria for control valveA selection criteria is provided that assures a control valve will perform its control function without the attendant problems of erosion, vibration, noise and short life. The criteria involves limits on the fluid kinetic energy exiting through the valve throttling area. Use of this criteria has resolved existing valve problems as demonstrated by retrofitting of the internals of many valves and vibration measurements before and after the retrofit. The selection criteria is to limit the valve throttling exit fluid kinetic energy to 70 psi (480 KPa) or less.
Multi-stage valve trim retrofits vibration eliminate damaging
Through the RHR valve trim retrofit at Quad Cities with multi-stage, tortuous-path, pressure reducing disks and an emergency capacity cage, the damaging vibration previously experience during system test operation has been eliminated. Further, an unlikely repetition of the previously experienced valve blockage by a Rad bag or any other medium has been precluded by the 50% over-capacity cage in the last 20% of valve stroke. Also, previous concerns regarding possible piping fatigue failures within the RHR system as a result of past severe vibration problems have been eliminated.
Specifying control valves for severe-service applications
Large number of the process control valves used in fossil-fired power plants must operate under severe-services conditions—that is, in high-pressure and / or high-temperature applications. When specifying valves for such applications, extreme care must be taken to avoid costly premature failures. This article discusses the stringent requirements that valves must meet to safety operate and deliver long-term performance under severe service conditions. Requirements are examined for both generic and specific applications.
Solving cavitation and Sand Erosion problems
In combating cavitation and erosion, principle in eliminating proposed are multistage velocity control and proper material of construction. Few valve applications in oil and gas production are more destructive and require more continuous maintenance than separator level-control valves. Over the years, the industry has frequently come to accept poor service life in this application. Service lives of a few weeks between complete rebuilds are common. But acceptance of poor service life is no longer necessary.
Control Valve Cavitation
Trim exit velocity is one of the parameter to be considered in control valve selection. Nevertheless, it may not completely explains entire physical phenomena occur in a control valve.The trim velocity approach may not reliable enough in solving problem related to control valve cavitation. The critical pressure drop method and the sigma method which will be introduced proves that the single stage valve may not experience cavitation, despite a trim exit velocity much higher than 100 ft/sec.
Impact of control valve design piping vibration
Vibration of the recycle piping system on the main oil export pumps from a platform in the North Sea raised concern about pipe breakage due to fatigue. Failures had already occurred in associated small bore piping and the instrument air supply lines. and control accessories on the recycle flow control valves. Concern also existed due to the vibration of non-flowing pipe work and systems such as the deck structure, cable trays and other instrumentation, which included fire and gas detection systems. The vibration was finally solved by changing the control valve to a trim that added enough pressure stages to assure the trim exit velocities and energy levels were reduced to levels demonstrated historically as needed in severe service applications. This vibration energy reduction was more than 16 times. This was achieved by reducing the trim exit velocity from peaks of 74 m/s to 12 m/s.
Special thanks to Control Component Inc.
Related Topic
- Problems and Measures for Condensate Recycle Control Valve
- FAQ Related to Control Valves
- Useful Documents Related to Control Valve
- FREE & Reliable Control Valve Sizing Software
- Anti-surge Control (ASC) or Capacity Control (CC) Valve in Vertical Upward Run ?
- Combine Anti-surge control (ASC) & Capacity Control (CC) Functions ?
Labels: AIV, Control valve, Noise
posted by Webworm, 3:59 AM



2 Comments:
Technology is really advancing at a fast pace. With its advancement in the chemical and process technology, it is really helping engineers and scientist work more easily and efficiently. With its detailed explanations, this blog is offering great knowledge and also attracting many youngsters towards this field.
Vibration is a wonderful niche within technology. Everyday, more and more practical solutions are being created to solve everyday vibration problems. This is a great example of combined engineering disciplines (fluids and vibration) working together to solve a problem
Post a Comment
Let us know your opinion !!! You can use some HTML tags, such as <b>, <i>, <a>
Subscribe to Post Comments [Atom]
Home:
<< Home