Sunday, May 25, 2008
Display problem ? Click HERE
 The discussion on pump cavitation have been circulated around what is pump cavitation ? how destructive a cavitation ? how cavitation sound & looks like ? what the relationship between NPSHa & NPSHr ? how to increases NPSHa to minimize / avoid cavitation ?...
The discussion on pump cavitation have been circulated around what is pump cavitation ? how destructive a cavitation ? how cavitation sound & looks like ? what the relationship between NPSHa & NPSHr ? how to increases NPSHa to minimize / avoid cavitation ?...One of the important topic is real life operation, detection of pump cavitation during operation. A pumping system may be designed and constructed for pump cavitation free as well as normal operation. Whenever some parts within pumping system is deteriorated, fluid degradation, suction condition change, pump suction and impeller wear-&-tear, would lead to short term intermittent or long term cyclic or continuous pump cavitation. This cavitation may not easily be detected.
There are several symptoms of pump cavitation. During pump cavitation :
There are three ways to detect pump cavitation.
i) Visual & Noise detection.
An experienced operator standing beside a cavitating pump can fairly easily distinguish noise caused cavitation than other machinery noise. However, there are large amount of pumps in a plant, it is almost impossible to locate operator near pumps in order to identify intermittent cavitation.

ii) Detection by Vibration level monitoring
Another method to detect occurrence of pump cavitation is continuous monitor vibration level of the pump. The is one the mature method nowadays. The vibration level signal is transmitted continuously to condition monitoring system. It can be programmed to provide signal and alarm to alert operator. Following is vibration trend line shows pump normal operation, partial cavitation, full cavitation before it is shutdown.
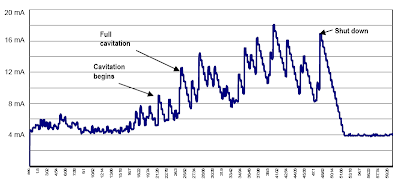
The vibration level trend line can be available for preventive maintenance analysis. This method can provide information on early detection of potential of pump cavitation so that maintenance group can take early actions.
iii) Detection by Acoustic Emission (AE) analysis
As high frequency noise is emitted during cavitation, Acoustic Emission (AE) technique in condition monitoring of rotating machinery can be used to detect pump cavitation. AE technique basically providing a AE detector several feet away from the pump to capture acoustic level.
Related TopicThere are several symptoms of pump cavitation. During pump cavitation :
- Severe noise
- Drops in flow
- Power consumption increases
- vibration
- instable
There are three ways to detect pump cavitation.
i) Visual & Noise detection.
An experienced operator standing beside a cavitating pump can fairly easily distinguish noise caused cavitation than other machinery noise. However, there are large amount of pumps in a plant, it is almost impossible to locate operator near pumps in order to identify intermittent cavitation.
Courtesy of Wilcoxon Research Inc.
ii) Detection by Vibration level monitoring
Another method to detect occurrence of pump cavitation is continuous monitor vibration level of the pump. The is one the mature method nowadays. The vibration level signal is transmitted continuously to condition monitoring system. It can be programmed to provide signal and alarm to alert operator. Following is vibration trend line shows pump normal operation, partial cavitation, full cavitation before it is shutdown.
The vibration level trend line can be available for preventive maintenance analysis. This method can provide information on early detection of potential of pump cavitation so that maintenance group can take early actions.
iii) Detection by Acoustic Emission (AE) analysis
As high frequency noise is emitted during cavitation, Acoustic Emission (AE) technique in condition monitoring of rotating machinery can be used to detect pump cavitation. AE technique basically providing a AE detector several feet away from the pump to capture acoustic level.
- How to Increase NPSHa to a Pump ?
- Relationship between NPSHa & NPSHr
- Damages by Cavitation
- Why Cavitation is Destructive ?
- How Pump Cavitation Sound and Looks Like ?
- Why Centrifugal pump NPSH required increases with flow ?
- Rule-of-thumb For Minimum Flow Recycle
Labels: Pump
posted by Webworm, 7:39 AM



2 Comments:
There are several symptoms of pump cavitation. During pump cavitation :
* Severe noise
* Drops in flow
* Power consumption increases
* vibration
* instable
I want to add up some more....
DOWN TIME could likely occur, if we don't have a back up standby pump. Our production maybe affected and interrupted.
Three ways to detect pump cavitation.... the first and second method are normal. The third method is a bit expansive and relatively new... I think not much company is using this method. Well, I'm not sure but that's what I thought. However, the first method is the best although it is subjective. The operators will monitor all the pumps maybe every hour and may notice any weird or abnormal sound from the pump and can take immediate action...
@Zaki,
In many cases. 2 x 100% pumps (1 running + 1 spare) are always expected to increase availability of the plant.
Thanks for your experience advice.
Post a Comment
Let us know your opinion !!! You can use some HTML tags, such as <b>, <i>, <a>
Subscribe to Post Comments [Atom]
Home:
<< Home